Contrôle par Ultrasons
(UT / PAUT)
Le contrôle par ultrasons (UT) et sa version avancée PAUT (Phased Array Ultrasonic Testing) font partie des contrôles non destructifs (CND) les plus utilisés en inspection industrielle. Ces méthodes permettent de détecter des défauts internes invisibles à l’œil nu, sans altérer les pièces contrôlées. Elles sont particulièrement adaptées au contrôle de soudure, à la maintenance industrielle et à l’inspection d’équipements soumis à de fortes contraintes mécaniques.


Qu’est-ce que le contrôle par ultrasons ?
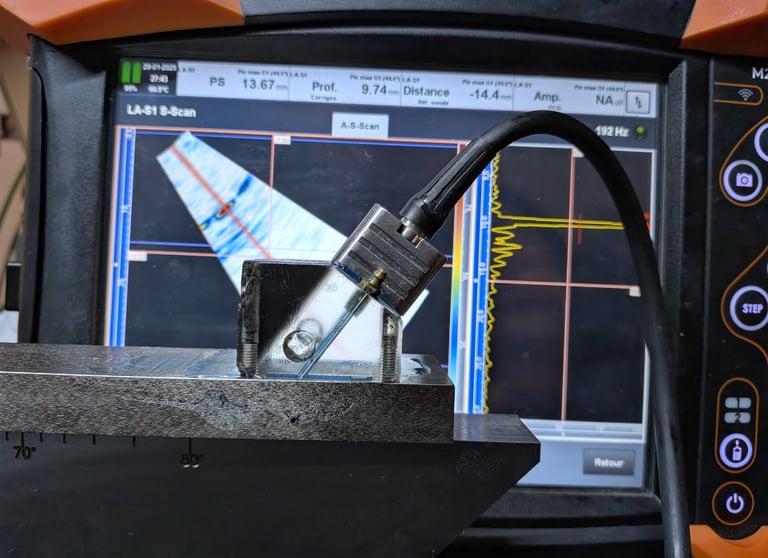
Le contrôle par ultrasons (UT) repose sur l’émission d’ondes ultrasonores à l’intérieur d’un matériau. Lorsque ces ondes rencontrent une discontinuité (fissure, inclusion, manque de fusion), elles sont réfléchies et analysées afin de localiser et caractériser le défaut.
La technologie PAUT (Phased Array) permet quant à elle de piloter électroniquement plusieurs faisceaux ultrasonores, offrant une inspection plus précise, plus rapide et une meilleure représentation des défauts. Ces méthodes s’appliquent principalement aux matériaux métalliques et sont largement utilisées en contrôle non destructif, en complément d’un contrôle visuel (VT) ou d’autres techniques CND.

Applications du contrôle UT / PAUT en milieu industriel
Le contrôle par ultrasons est couramment utilisé pour :
le contrôle de soudure industrielle (soudure TIG, MIG, ARC),
l’inspection de pièces mécaniques et d’assemblages critiques,
le suivi d’équipements en maintenance préventive et maintenance corrective,
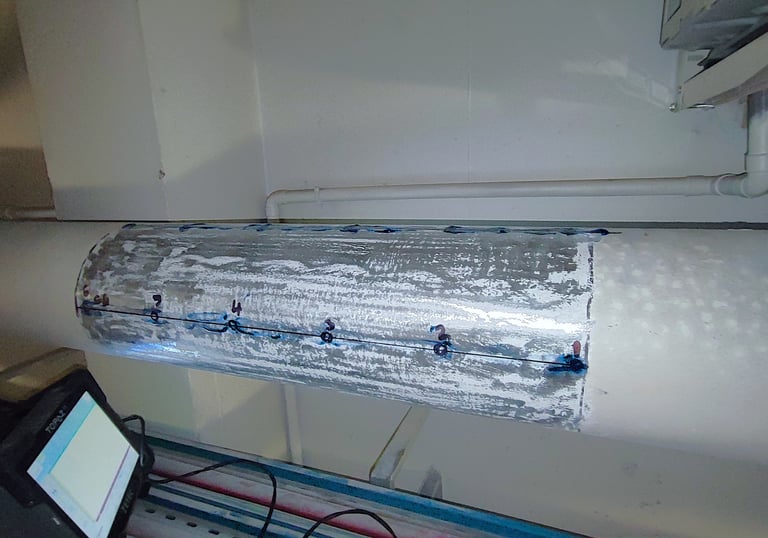
l’inspection de structures métalliques, tuyauteries, réservoirs ou appareils sous pression.
Grâce à leur profondeur d’analyse, les méthodes UT et PAUT sont particulièrement adaptées aux exigences de l’inspection de soudure et aux interventions sur site industriel, même en phase d’exploitation.


Une intervention adaptée aux contraintes terrain
Nos interventions en contrôle par ultrasons s’adaptent aux réalités du terrain industriel. Nous réalisons des inspections en conditions d’accès difficile, lors de travaux en hauteur ou sur des installations en fonctionnement. Selon les besoins, nos techniciens peuvent intervenir en tant que technicien cordiste, garantissant des inspections fiables même dans les environnements les plus contraignants.
Cette approche permet d’assurer la continuité de la maintenance d’installations industrielles tout en respectant les impératifs de sécurité et de production.


Les avantages du contrôle par ultrasons
Le contrôle par ultrasons présente de nombreux atouts :
détection précise des défauts internes,
méthode non destructive sans impact sur les matériaux,
résultats rapides et exploitables immédiatement,
forte fiabilité pour le contrôle de soudure et les zones critiques.
Le PAUT apporte en complément une meilleure couverture des zones inspectées et une lecture plus détaillée, ce qui en fait une solution performante pour les inspections complexes et les exigences réglementaires élevées. Ces techniques s’intègrent naturellement dans une démarche globale de CND aux côtés du ressuage, de la magnétoscopie ou de la radiographie industrielle.
Pourquoi faire appel à notre expertise en contrôle UT / PAUT ?
Faire appel à notre entreprise, c’est s’appuyer sur une expertise spécialisée en contrôle ultrasonore UT et PAUT pour l’inspection des soudures et équipements industriels. Nos interventions permettent de détecter et caractériser les défauts internes avec précision, aussi bien en fabrication qu’en maintenance industrielle.
Nous accompagnons nos clients avec des contrôles fiables, une forte présence terrain et une maîtrise des exigences techniques et des délais d’intervention.
Besoin d’un contrôle par ultrasons ?
Nous étudions vos besoins et vous proposons une intervention adaptée à vos contraintes techniques et opérationnelles. Contactez-nous pour une inspection par ultrasons ou une demande de devis.
Téléphone
06 13 08 27 12
contact@ht-qualite.fr
Les contrôles non destructifs
Découvrez l’ensemble de nos techniques de contrôle non destructif (CND) pour vérifier l’intégrité des matériaux et des soudures, sans dégrader les pièces.





HT Qualité
Contrôles non destructif, maintenance industrielle, travaux en hauteur
Contact :
contact@ht-qualite.fr
06 13 08 27 12
© 2025. All rights reserved.
